






高功率蓝光半导体激光器的封装研究
2024-04-26 10:21:19
行业新闻
90
高功率蓝光半导体激光器的封装研究
转自:SLP老张
1、引言
GaN基材料是一种直接带隙发光材料,由于其具有高禁带宽度、高热导率、高电子迁移率等特点,所以在各种电子器件和光电器件中应用十分泛 、也吸引了越来越多科学工作者对其展开研究。与氮化镓基发光二极管(LightEmittingDiode,LED)相比,氮化镓基激光器(LaserDiode,LD)的方向性好、亮度高、颜色纯,在激光加工、激光显示、激光医疗 、高密度光学、数据存储、海洋资源、大气探测以及水下通讯等方面有着巨大的应用前景。但是高功率蓝光半导体激光器的研制难度非常大,研究过程主要有两个环节:半导体激光器芯片的生产技术和封装技术。因为封装质量对器件的输出功率、光束质量、寿命影响巨大,所以封装技术需要解决器件在工作时散热差的问题和巴条与热沉由于热膨胀系数不匹配带来的应力问题。
目前国内外在高功率单管蓝光半导体激光器的封装技术研究上都取得了一定的成绩。2020年NICHIA公司,采用TO90的封装方式,成功制备波长455nm、连续工作条件下输出光功率5.67W的单管蓝光半导体激光器。2022年,中国科学院苏州纳米所通过优化封装结构,采用双面封装的方式,成功制备了热阻为6.7K/W,在工作电流6A的情况下,室温连续工作光输出功率7.5W的单管蓝光半导体激光器。对于蓝光半导体激光器巴条封装技术的研究,国外的研究机构主要有OSRAM、LASERLINE等。2020年OSRAM设计并优化了蓝光半导体激光器巴条芯片,通过主动冷却的封装方式,获得了50W的输出光功率,斜率效率约为1.9A/W。而国内对巴条的研究主要集中在以砷化镓为代表的近红外波段 8xxnm和 9xxnm系列的半导体激光器,蓝光半导体激光器巴条的研究还未见报道。所以目前要获得高功率、高亮度的蓝光半导体激光器主要还是通过串联多个单管芯片,采用空间合束、偏振合束、光纤耦合等方式来提高输出功率。对比单巴条、多巴条线阵和面阵输出,多单管耦合输出不仅增大了工艺难度,提高了生产成本,同时也对散热也提出了更高的要求。因此对蓝光半导体激光器单巴条的封装技术展开研究是非常有意义的。
利用金锡硬焊料将蓝光半导体激光芯片共晶键合在铜钨过渡热沉,通过 优化焊接温度、焊接压力及焊接时间获得最优的贴片条件,在此条件下封装的器件,热阻最低,阈值电流最小,电光转换效率最高。
2、实验
2. 1 封装结构
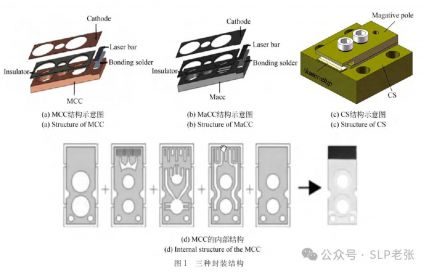
与单管激光器相比,目前单巴条激光器的封装结构主要有三种结构,如图1所示[15-16]:微通道液体冷却(Micro-ChannelCooling,MCC)和宏通道液体冷却(Macro-ChannelCooling,MaCC)、传导冷 却半导体激光器(Conduction-cooled Semi⁃conductor laser,CS)。MCC和MaCC器件从外观上来看,并无区别,上中下层分别都是负极、绝缘层、正极,主要区别则是MCC正极热沉中通道散热不同。如图1(d)所示,MCC器件正极热沉是由五层非常薄的铜箔制成,而MaCC器件正极热沉为一片铜,前者的散热效率远高于后者,可以在高占空比或者高功率条件下工作,后者则在低占空比或者较低功率下工作。CS器件与前两者相比结构较简单,如图1(c)所示,它主要是依靠底座热沉进行冷却传导散热,底座热沉通常为铜,为了提高其散热能力,CS 器件的热沉尺寸比激光器芯片的尺寸要大,本文选择的封装形式为CS结构。
对于半导体激光器的封装技术而言,焊料的选择非常重要。常用软焊料主要有铟焊料、锡膏等;硬焊料主要有金锡合金焊料。本文所选用的硬焊料是预制在过渡热沉上的Au80Sn20焊料(熔点280℃)、软焊料则使用的是Sn96.5Ag3.0Cu0.5(SAC305,熔点217~227℃)。SAC305 无 铅 锡膏的热导率为67W/m·K,铟焊料的热导率为83.7W/(m.K),虽然前者的热导率比后者低,但是前者的湿润性比后者好,且焊后焊点空洞率低,有着优良的可靠性。
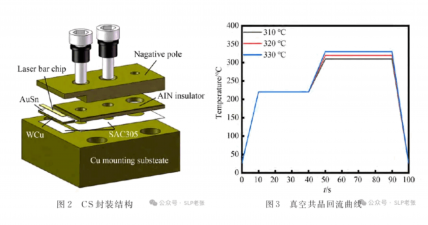
高功率半导体激光器在工作时,有源区会产生大量的热,如果不及时将热量传导出去,那么将会降低器件的输出功率,缩短器件的使用寿命,因此实验使用热导率高的铜合金作为散热热沉;同时还应该考虑芯片与热沉的热膨胀系数匹配程度。实验所使用的氮化镓基蓝光半导体激光器巴条具有21个发光单元,每个发光单元的发光宽度为30μm,填充因子为7.5%,腔长1.2mm,前后腔面分别镀增透膜和高反膜。氮化镓的热膨胀系数为5.59×10-6/K,W90Cu10合金热沉膨胀系数为6.5×10-6/K,两者差异不大,因此选择W90Cu10合金作为过渡热沉,可减少热失配带来的热应力,由于实验使用的Au80Sn20(热膨胀系数为16×10-6/K)焊料是预制在铜钨过渡热沉上,厚度比较薄而且具有很好的延展性,可以释放部分残余应力,所以焊料与芯片之间热膨胀系数不匹配带来的应力可以忽略不计。器件封装结构如图2所示,从上到下依次为负极热沉、AlN绝缘片 、氮化镓基蓝光巴条、预制Au80Sn20焊料的铜钨过渡热沉、SAC305无铅锡膏、铜热沉。
2.2 真空共晶回流工艺
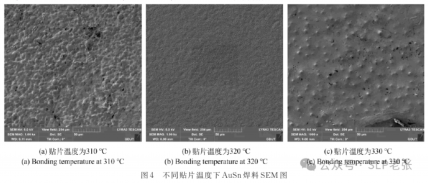
采用贴片机,在氮气氛围、贴片压力相同的情况下,设置310 ℃,320 ℃,330 ℃三个温度进行贴片,预热温度设置为220 ℃,快速升温速率为
6 ℃/s,焊接时间为40 s,共晶真空回流曲线如图3所示。芯片与热沉之间的焊接质量,不但会影响器件的散热性能,而且会降低器件的使用寿命,影响器件的可靠性。
3 器件测试与分析
3.1 SEM检测
SEM,全称扫描电子显微镜,它的工作原理是用细聚焦的电子束轰击样品表面,通过电子与样品相互作用产生二次电子、背散射电子等对样
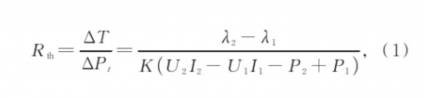
品断口形貌进行观察和分析。本文使用SEM对芯片焊料层进行表征,意义在于观看不同焊接温度对芯片焊接层的焊接质量。如果焊接质量良好,那么焊料应该完全融化,过渡热沉与激光器巴条充分浸润,且焊料层均匀没有空洞产生。图4为在SEM检测下的AuSn焊料形貌图,其中:图4(a)~4(c)分别对应同样的焊接压力下,焊接温度为310 ℃,320 ℃,330 ℃三个样品的形貌图。
由图可以看出,在320 ℃条件下,焊料表面光滑,均匀致密且没有空洞出现;在310 ℃条件下,由于金锡原子扩散不均匀,融化不充分,表面起伏较大,并且产生了空洞;而在330 ℃条件下,由于合金在高温下不断生长,最终形成了较大尺寸的树枝晶,最终导致焊料层出现大的颗粒,形成粗糙的表面形貌。因此贴片机的焊接温度设置为320 ℃是合适的。
3.2 热阻
在3.1节中,通过对芯片进行SEM检测,对样品的形貌进行了分析,发现贴片温度太高或者太低都会导致焊料层出现较大的颗粒,从而形成粗糙的表面,使得器件产生空洞。因此,在接下来的实验当中,主要对焊接温度为320 ℃的时候,对不同焊接压力及焊接时间下的样品进行测试分析。焊接压力与焊接时间是影响高功率半导体激光器焊接质量的重要因素,对不同焊接压力及焊接时间下封装的高功率蓝光半导体激光巴条,进行热阻的测量。
通过测量半导体激光器热阻的大小可以评价封装的好坏,目前测试激光器热阻的方法主要有结电压法、热绘仪法,波长红移法等。本文使用波长红移法来测蓝光半导体激光巴条的热阻。激光器热阻可以表示为Rth,根据热阻的定义:耗散单位热功率引起的温升,可用公式(1)来表示:
其中:k为芯片的波长漂移系数,U1,I1,P1,U2,I2,P2分别为样品的两组光电参数,其中I2>I1,λ2,λ1分别对应注入电流I2和I1时的波长。
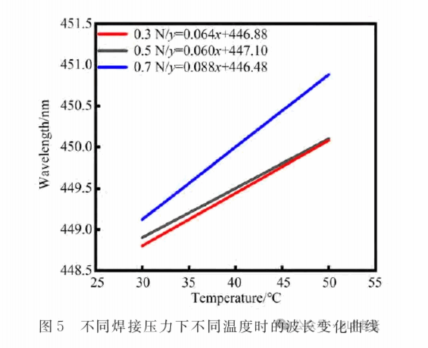
使用波长漂移法测量激光巴条的热阻。当焊接温度为320 ℃、焊接时间为40s时,分别记录焊接压力为0.3N,0.5N,0.7N,热沉温度分别30℃,35℃,40℃,45℃,50℃时,在10A工作电流条件下,激光器波长的变化,测试结果经过Origin拟合处理后如图5所示,计算可得不同焊接压力下该激光器的波长漂移系数分别为:0.064nm/℃,0.060nm/℃,0.088nm/℃。
为了测量激光器热阻,同时减少实验误差,对焊接压力为0.3N的样品分别在热沉温度设定为30℃,35℃,40℃时,测试并记录两组光电参数及光谱,具体如表1所示。
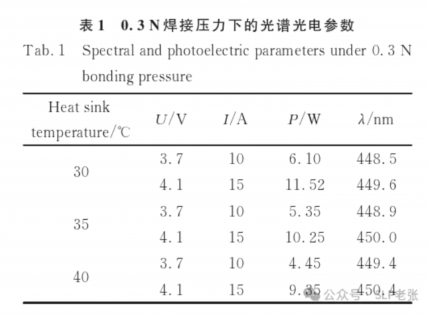
结合式(1)计算可得出焊接压力为0.3N时热沉温度为30℃,35℃,40℃时的Rth分别为0.978℃/W,0.950℃/W,0.863℃/W,再取平均值,得出该激光器的热阻为0.930℃/W。同理可测出焊接压力分别为0.5N,0.7N时,对应不同热沉温度下的两组光谱光电参数,计算可得出在焊接压力为0.5N和0.7N时,激光器的热阻分别为0.565℃/W,0.575℃/W。由此可知,当焊接温度与时间一定时,贴片压力设置在0.5N时,器件的热阻较低。
进一步,为研究不同焊接时间对蓝光半导体激光器巴条热阻的影响,在焊接温度为320℃,焊接压力为0.5N的情况下,设定五组焊接时间参数分别为10s,20s,30s,40s,50s进行贴片并测试封装后器件的热阻,测试过程同上,最后通过计算得出不同焊接时间与器件热阻的关系如图6所示。
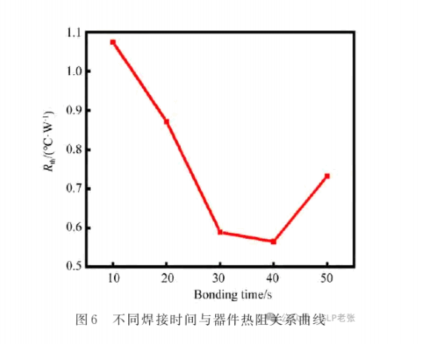
由图6可知,当焊接温度与压力一致时,焊接时间在10s,20s的时候热阻比较大,主要原因可能是在320℃的时候,即使已经达到Au80Sn20焊料的共晶温度点,但是较短的焊接时间使得焊料未充分融化扩散或流动浸润,金锡合金未形成均匀的共晶组织,导致巴条与热沉之间存在空气间
隙,从而增大了器件的热阻;而焊接时间在40s时,测得的热阻最低0.565 ℃/W;随着焊接时间的延长,在焊接时间为50s时,器件热阻明显增大,这是由于长时间的保温,金锡合金在再结晶温度附近会发生再结晶现象,导致晶粒长大,焊料表面变得粗糙,快速冷却从而引入残余内应力。
由上述实验可知,使用贴片机对蓝光半导体激光器巴条进行封装的合适焊接压力为0.5N、焊接时间为40s。
3.3 工作特性
考虑焊接温度、焊接压力、焊接时间对高功率蓝光半导体激光器巴条的输出功率、阈值电流等性能影响,对焊接温度为320℃、焊接时间为40s,焊接压力分别为0.3 N,0.5 N,0.7 N的样品进行光电参数测量。测试条件为底座热沉通过水冷机控制温度为16 ℃,在注入电流0~30 A时,记录样品的电压、功率等数据,通过Origin绘图软件处理后,样品的光电曲线如图7所示。
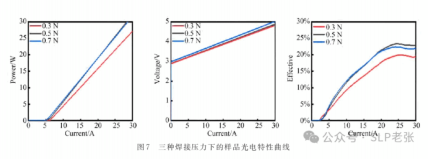
从图7可以看出,当焊接温度与焊接时间一定时、焊接压力为0.3N时,器件的阈值电流最低为5.5A,输出光功率平均为27.14W,光电转换效率最高为19.9%;焊接压力为0.5N时,器件的阈值电流最低为4.9A,输出光功率平均为32.21W,光电转换效率23.3%;而当焊接压力为0.7N的时候,阈值电流、输出光功率与光电转换效率均有下降。这表明,焊接温度与焊接时间一定时,焊接压力太小会导致合金晶粒扩散不均匀,产生大量空洞,热阻变大,这与3.2热阻测试的结果一致。而当焊接压力过大时,在高温下会引入压应力,从而导致器件的光电性能出现下降的现象,这与文献关于半导体激光器芯片封装的应力研究一致。
4 结论
主要研究了金锡硬焊料及铜钨过渡热沉封装高功率蓝光半导体激光器巴条的热阻及输出特性,通过实验优化了贴片机的工艺参数,分析了不同焊接温度、不同焊接压力,不同焊接时间对烧结质量以及器件输出特性的影响。使用波长漂移法测量并分析了器件的热阻,在焊接温度为320℃、焊接压力0.5N、焊接时间为40s的时候,器件的热阻最低为0.565℃/W。为了进一步验证器件的性能,还测试了蓝光半导体激光器巴条的光电参数,在注入电流为30A时,阈值电流最小为4.9A,输出光功率最高为32.21W,最高光电转换效率达到了23.3%。该结果表明,金锡硬焊料及铜钨过渡热沉封装高功率蓝光半导体激光器巴条可以实现高功率的蓝光激光输出,这为以后研究更高功率的蓝光半导体激光器提供了参考价值。
免责申明:本文内容转自:SLP老张。文字、素材、图片版权等内容属于原作者,本站转载内容仅供大家分享学习。如果侵害了原著作人的合法权益,请及时与我们联系,我们会安排删除相关内容。本文内容为原作者观点,并不代表我们赞同其观点和(或)对其真实性负责。
威尼斯欢乐娱人城3328、XianYi、威尼斯欢乐娱人城3328、金锡焊片、Au80Sn20焊片、Solder Preform、芯片封装焊片供应商、芯片封装焊片生产厂家、光伏焊带、银基钎料、助焊膏、高温助焊剂、高温焊锡膏、flux paste、陶瓷绝缘子封装、气密性封装、激光器巴条封装、热沉、heatsink、IGBT大功率器件封装、光电子器件封装、MEMS器件封装、预成型锡片、纳米银、纳米银膏、AMB载板、微纳连接技术、AuSn Alloy、TO-CAN封装、低温焊锡膏、喷印锡膏、银焊膏、银胶、银浆、烧结银、低温银胶、银烧结、silver sinter paste、Ceramic submount、预涂助焊剂焊片、气密封装焊料、气密性封焊、金锡热沉、金锡衬底、金锡焊料封装、芯片到玻璃基板贴片 (COG)、铟焊料封装、共晶焊、金锡烧结、金锡共晶烧结、共晶键合、金锡薄膜、金锡合金薄膜、合金焊料、金锡焊料、Au50Cu50焊片、Au焊片、Au88Ge12焊片、Au99Sb1焊片、Sn焊片、激光巴条金锡共晶焊、激光巴条焊接材料、背金锡、金锡盖板、金锡壳体、预置金锡壳体、预置金锡盖板、预涂焊料盖板、贴膜包装焊片、覆膜预成形焊片、金锡薄膜热沉、钨铜金锡热沉、SMT用预成形焊片、载带式预成形焊片、锡银焊料片、锡锑焊料片、中高温焊片、异形焊料片、IGBT焊料片、焊锡片、预成型锡片、金锡焊膏、纳米银锡膏、微组装焊料、金锡凸点、金锡bump、激光巴条共晶、Au80Sn20、AuSn Solder、晶振金锡封盖、电镀金锡、flux coating solder、共晶贴片、铟铅焊片、铟铅合金、锡铋焊片、锡铋焊料、金锡薄膜电路、ALN热沉、氮化铝热沉、碳化硅金锡热沉、SiC金锡热沉、金刚石热沉、硅基热沉、CMC热沉、CPC热沉。
威尼斯欢乐娱人城3328是先进半导体连接材料制造商、电子封装解决方案提供商,我们可根据客户的要求定制专业配比的金、银、铜、锡、铟等焊料合金,加工成预成形焊片,提供微电子封装互连材料、微电子封装互连器件和第三代功率半导体封装材料系列产品,更多资讯请看www.xianyichina.com,或关注微信公众号“威尼斯欢乐娱人城3328”。

